
“Если факты противоречат теории, нужно выбрасывать теорию, а не факты”. А. Скляров
Никого не оставляют равнодушными и навсегда покоряют своей красотой и фантастическим исполнением роскошные каменные вазы Эрмитажа. Яшма, гранит, малахит – разнообразие материалов и расцветок впечатляет. А солидные размеры ваз, необычайно сложные элементы и идеальная шлифовка поверхности вызывают много вопросов о технологиях того времени. Давайте пройдемся от залов Эрмитажа к производственным цехам и разберемся, как было возможно изготовить столь совершенные изделия, имея довольно узкий диапазон производственных материалов и технических решений.

Для этого я специально поехал в Эрмитаж. Внимательно, еще раз, осмотрел экспонаты, а также нашел таблички о «производителе». Так и написано: «Екатеринбург гранильная фабрика». Стоп! При чем тут гранильная?
Граниль – это (от итал. graniglia – крошка, гранулы)
общее название измельченных до определенных размеров стекол специального состава. Граниль применяется для декорирования керамических плиток, керамического гранита. Гранили могут быть блестящими и матовыми, прозрачными, заглушенными, белыми или цветными, с эффектами люстра или металлика и т.п. Могут применяться как для создания визуального эффекта, так и для придания определенных свойств. При чем тут стекло? Об этом расскажу как-нибудь потом, в другой статье.
А официальная история говорит, что гранильная и гранёная – это однокоренные слова. И даже больше – имеют одно и тоже значение! Ну пусть будет так, они же учились этому в специальных заведениях, среди них есть и доктора, и профессора исторических и других наук. А мы – людь простая.
Так вот, дальше. Оказывается в то время было три гранильно-шлифовальных фабрики. В Екатеринбурге, в Колыване на Алтае и в Петергофепод Санкт-Петербургом. Про эти фабрики можно почитать в интернете. В движение шлифовальные машины приводились водяными мельницами. Про шлифовальные круги никакой информации не нашел. Из чего и как создавались абразивы для полировки столь твердых материалов нам не известно. Но ведь делали же и колонны, и вазы! Значит и абразивы делали. Но удивляет, что для таких производств нужно очень много таких расходных материалов, причем, разной зернистости. А для этого, в свою очередь,нужно отдельное немалое производство и владение технологией. Ведь абразивные материалы (те, чем шлифуют и полируют) должны быть тверже. И их обработка не из простых задач. А упоминания об этом нигде нет. Закроем и на это глаза.
После революции 1917 года колыванская и екатеринбургская фабрики прекратили производство, осталась только петергофская, которая после 1947 года была сильно модернизирована. Даже, правильнее сказать, была построена новая! Вода подавалась по чугунной трубе, были 2 турбины по 15 лошадиных сил каждая и так далее. А как выглядело производство до этого? Для этого нужно посетить музей при колыванской фабрике. Там даже есть макет шлифовальных машин!
Вот этот макет и рассмотрим.

Так это прародитель токарного станка! Вот так объясняет официальная история создание колонн для Храма Христа Спасителя в Москве и даже для Исаакиевского собора! Все легко и просто!
Водяная мельница крутит шестерни, они приводят в движение ременным приводом вал, а тот, в свою очередь, ось прародителя токарного станка. Но свою ложку дегтя, в эту сладкую бочку меда, вносят инженерные расчёты. Колонны для храма Христа Спасителя были более трех метров в длину, а для Исаакиевского собора еще больше. И при расчёте веса заготовок получаем проблему – каждая заготовка минимум более 2х тонн. На макете заготовка уже установлена. Как столь тяжелую каменную глыбу держит деревянная ось? На современных токарных станках используется очень мощное устройство для крепления детали (зажимной патрон), причем не только сжимающее заготовку по торцам, но и обхватывающее «пальцами» как спрут!

Зажимной патрон токарного станка

Зажатая деталь
А на макете просто с двух сторон поджато деревянной осью. Не будем придираться, это же просто макет, закроем и на это глаза. Закроем глаза и на то, что одна из прижимных осей должна передвигаться по горизонтали. Как бы сначала «отъехать», а после установки заготовки, «поджать» ее.
А на макете нам показана жесткая, уже с закрепленной деталью, шлифовальная машина. Не будем так же придираться к диаметру осей. Раньше были другие деревья, крепкие. Да бог с ними, с этими погрешностями. Но вот что не прощает сопромат и инженерия, так просчет в трении. Ленточный привод в данном случае должен вращать заготовку весом от 2х тонн! И все за счет водяной мельницы. Без учета, что деревянные поверхности от воздействия ремня будут сами шлифоваться и без того малый кпд, еще больше упадет. Но можно предположить, что при необходимости вовремя меняли и вал и ремни. Но главный просчет этого макета (а следовательно и всей предлагаемой технологии) – это оси, на которых вращалась заготовка! Под тяжестью заготовки, в местах вращения осей, настолько велико трение, что нужны титанические усилия, чтобы заставить их вращаться. Если для облегчения вращательного момента мы сделаем зазор между осью и вертикальным столбом, тогда ось уже не будет держать заготовку и она выпадет. А если и заставим вращаться, то от нагрузки деревянные оси проработают мизерное время (по предварительным оценкам – не более 10 минут). Отсюда следует, что данная шлифовальная машина не могла работать. И, значит, именно на данной шлифовальной машине колонны для всех этих соборов не изготавливались.

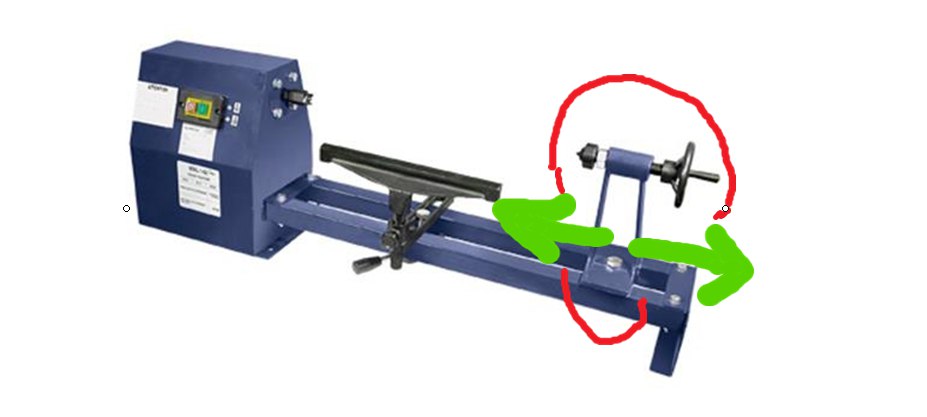
еперь рассмотрим еще одну шлифовальную машину.
От большого вала ременным приводом вращались малые валы, закрепленные в подвешенных деревянных маятниках, и передавая крутящий момент шлифовальному кругу. Опять все легко и просто? Нет!
Для передачи вращения нужно ремень держать всегда в натянутом положении. И тогда получается, что шлифовать можем только на расстоянии натянутого ремня. Причем мы обязаны руками обеспечивать натяжение ремня. Одновременно при этом обеспечивать прижим шлифовального круга к изделию. Скорость вращения водяной мельницы в среднем был от 60 до 150 оборотов в минуту! Современный инструмент – около 1000. Я даже не придираюсь к способу передачи вращения ко второму шлифовальному кругу (который держит фигурка в красной рубашке) – не показана схема поворота ремня на 90 градусов (а для этого нужно специальное приспособление, но приводящее к дополнительной потере кпд). Шлифовать этим устройством худо-бедно можно. Но только по прямой. И постоянно двигая заготовку туда-сюда. А процесс полировки подразумевает не менее 10 поочередных проходов разной зернистостью абразива! А теперь вопрос! Как полировать вазу? Крутить, вращать и наклонять? То есть получается, что изделия, достигающие порой несколько тонн, перемещались в пространстве как угодно было мастеру? Поэтому данная шлифовальная машина не могла полировать вазы из Эрмитажа!
Проведены предварительные расчеты с помощью специальных инженерных программ. Эти программы используются для создания высокотехнологичных современных механизмов. Все смоделированные ситуации применения данных шлифовальных машин дали отрицательный ответ. Помимо этого, при исследовании устройства механизма этих шлифовальных машин, не учитывали многие недочеты (причем всегда в пользу официальной истории!). А некоторые из них, такие как отсутствие производства абразивных материалов, твердость некоторых обрабатываемых материалов близкая по твердости к граниту (а это уже очень большая проблема!), технологичная невозможность полировки и шлифовки сложных элементов ваз (выпуклые окантовки, бороздки, лепестки) вообще сводит на нет работоспособность этой технологии в данном вопросе. Эту технологию смело можно назвать «сказкой Мюнхгаузена». Не разбирающиеся в технических деталях посетители музеев с забвением слушают красочные истории гидов. Легче поверить «это было сделано с легкостью» и молча перейти к следующему экспонату, чем возразить и бояться косых взглядов и разговоров, типа как ты посмел возразить – все верят, а ты тут такой умный?
Вот как нам рассказывают о доставке 19- ти тонной царь-вазы из колыванской шлифовальной вазы в Петербург:
«19 февраля 1843 года поезд из впряжённых в особые сани лошадей (от 154-х до 180-ти, в зависимости от рельефа местности) повёз чашу из Колывани в Барнаул, далее на Уткинскую пристань реки Чусовая. Загрузили чашу подетально на плоты и направились по реке Чусовой до реки Камы, из реки Камы в реку Волгу, по реке Волге бурлаками, затем по обводному каналу в реку Неву».
Сначала сделали особые сани (угрохали время, силы, материалы) и целиком тащили упряжкой 150-180 лошадей. При таком количестве лошадей получаем проблему синхронности. А потом, прибыв к реке, разобрали чашу на составные части и в разобранном виде повезли на плотах. Где логика??? Квадратное катаем, круглое носим. Почему, еще детьми, мы сомневались в правдивости рассказов барона Мюнхгаузена, а повзрослев верим в такой бред? Если ваза была разборная, зачем откалывать монолит в более чем 30 тонн, тащить его по горам и оврагам, а потом сделать не цельную вазу, а из деталей???
«К работам приступили в феврале 1828 года. С помощью 230 рабочих камень был вытащен к каменотёсному сараю и поднят на метровую высоту. Первичной обработкой монолита занимались около 100 мастеров, после чего в 1830 году камень уложили на дровни и вручную, силами 567 человек, передвинули глыбу на 30 верст в Колывань».
567 человек тащило монолит, чтобы потом, уже на фабрике, расколоть его на части. ПЯТЬСОТ ШЕСТЬДЕСЯТ СЕМЬ ЧЕЛОВЕК!!! Тащили глыбу. СТО ВОСЕМЬДЕСЯТ ЛОШАДЕЙ!!! Тащили вазу. Как звучит?! Правдоподобно! А потом, после таких усилий разобрали на детали и погрузили на плоты…
На этом все. Всем здоровья и светлого разума!
(via)
При использовании материала обязательна активная ссылка на источник.
Если вам понравился статья и блог, подписывайтесь в социальных сетях на новые статьи:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Поддержите проект, сделай репост записи!